Better Investment, Better Casting

Forging is the process by which metal is heated and is shaped by plastic deformation by suitably applying compressive force. Usually the compressive force is in the form of hammer blows using a power hammer or a press.
Forging refines the grain structure and improves physical properties of the metal. Forgings are consistent from piece to piece, without any of the porosity, voids, inclusions and other defects. Thus, finishing operations such as machining do not expose voids, because there aren't any. Also coating operations such as plating or painting are straightforward due to a good surface, which needs very little preparation.



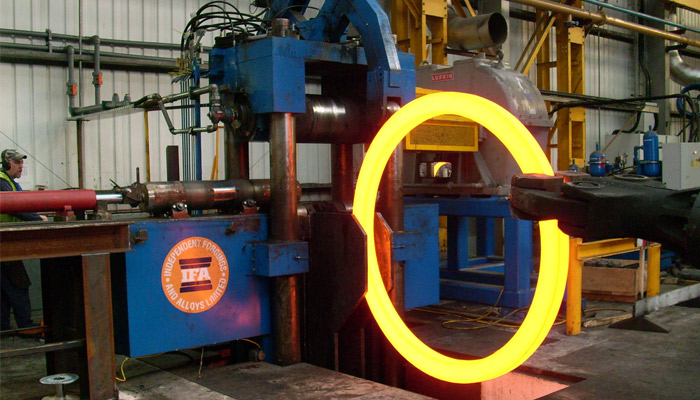


Seamless rolled ring forging is typically performed by punching a hole in a thick, round piece of metal (creating a donut shape), and then rolling the donut into a thin ring. We have 4 Ring Rolling Mills equipped with Schuler presses with capacity to produce rings up to 500mm (20 inch) Outer Dia and up to 25 KG (55 lbs) in weight. We can also make Contoured Rings so as to reduce the machining allowances to a minimum and make them very similar to the final shapes.
Aluminum drop forged pieces will always offer the most economic solution when, in addition to light weight, such factors as strength, appearance and recycling potential are also important. We specialize in aluminum drop forged pieces. We can employ any aluminum allow (ex - HE12, HE15, HE30, 6061, 6063 and others) according to the demands of the individual assignment. We carry out production in small, medium and large batch quantities with an individual weight of up to 15 kilograms. We do closed die forgings using the most modern Friction Screw Presses and Drop Hammers.


